Cat:製品
柔軟なチューブまたは柔軟なチューブとしても知られる連続チューブは、井戸のワークオーバー、伐採、掘削などの分野で広く使用されています。その生産技術は、今日の石油およびガス産業における高度な最先端のハイエンドテクノロジーです。この前に、米国の2つの企業のみが製造および生産できるため、製品の供給は非...
詳細を参照してください
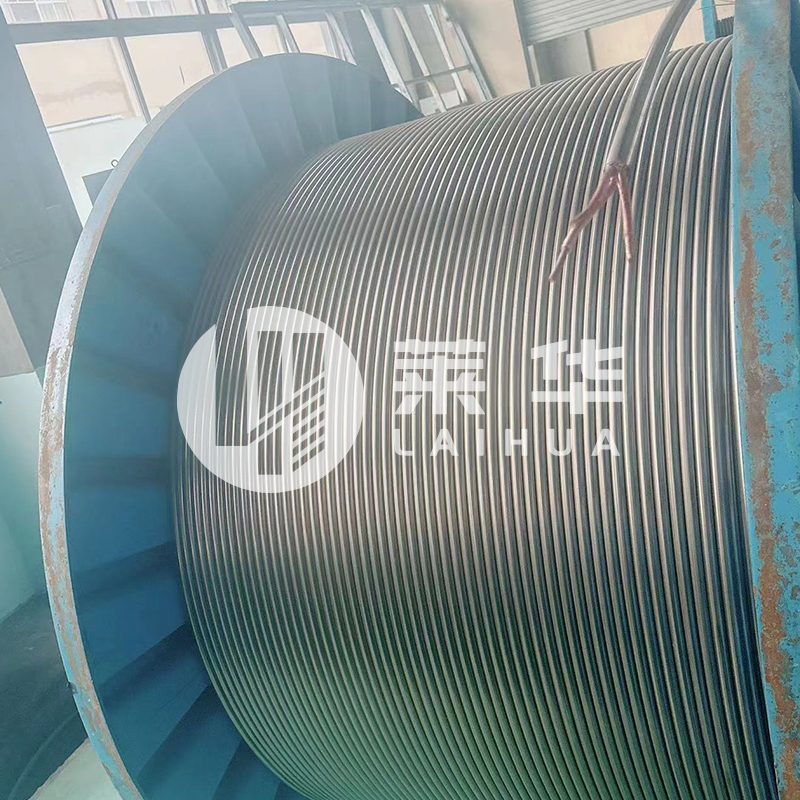
ステンレス鋼溶接チューブコイル 流体とガスの輸送のための信頼性が高く、コスト効率の高いソリューションを提供します。 優れた耐食性と高い機械的強度 。これらは、平らなステンレス鋼のストリップを連続的に圧延および溶接して管状にし、その後、取り扱いと設置を容易にするためにコイル状に巻くことによって形成されます。この製品は、石油化学処理、油圧計装、食品グレードの流体移送などの業界で広く使用されており、長時間の連続稼働と一貫した内部表面が重要です。
シームレスの代替品と比較して、溶接コイルはより厳しい寸法公差と優れた長さの一貫性を実現し、多くの場合、次の値を超えます。 コイルあたり 1,000 メートル 。そのため、現場での接合部の削減により時間を節約し、潜在的な漏れ経路を最小限に抑えることができる、熱交換器の製造やトレース加熱システムにおいて特に価値があります。
溶接管コイルの性能は、基本的にその合金組成によって決まります。適切なグレードの選択により、特定の環境における耐用年数が決まります。
タイプ 304 および 304L が最も一般的な選択肢であり、次の耐酸化性を備えています。 摂氏870度 。これらは、塩化物レベルが低い乳製品ライン、建築トリム、化学物質の輸送に適しています。 304L は炭素含有量が低いため、溶接後の粒界腐食を防止します。
タイプ 316 および 316L はモリブデンで強化されており、塩化物や工業用溶剤に対する耐性が大幅に向上しています。このため、海洋環境、医薬品加工、沿岸熱交換器の標準となっています。耐孔食性は目に見えて高く、通常は以上の耐孔食性相当数を持ちます。 25 .
高強度と優れた耐塩化物応力腐食割れ性の両方が必要な用途には、2205 などの二相グレードが指定されています。これらの溶接コイルは、オーステナイトとフェライトをほぼ同じ割合で含む微細構造を備えており、肉厚を薄くしながら従来の 300 シリーズ鋼よりもはるかに高い圧力に耐えることができ、アンビリカル ケーブルや海底油圧ラインの軽量化を実現します。
手動溶接から自動ミル生産への移行により、縦方向の溶接シームの信頼性が向上しました。最新のチューブミルは、高周波誘導またはレーザー溶接法を使用して、多くの場合、母材の強度と一致する継ぎ目を生成します。
一連のローラーを通してストリップが形成された後、溶加材を使用せずにエッジが加熱され、圧力下で融合されます。外部および内部の溶接ビードは通常、制御されたスカーフィング プロセスで除去され、滑らかな表面プロファイルが作成されます。その後、チューブは雰囲気制御された炉内で光輝焼鈍され、粒子構造が復元され、熱による変色が除去されます。その結果、次のような溶接シームが生じます。 母材と同様の粒子構造 、周期的な圧力の用途における疲労寿命にとって重要な要素です。
シームレス管コイルと溶接管コイルのどちらを選択するかは、圧力定格、コスト、必要な長さに基づいて選択する必要があります。シームレスチューブは従来、超高圧用途に好まれてきましたが、溶接技術の進歩により、この性能ギャップは狭まりました。
| 特徴 | 溶接コイル | シームレスコイル |
|---|---|---|
| 最大長さ | 1,500メートル以上 | 通常は200メートル未満 |
| 肉厚許容差 | / - 0.05 mm(代表値) | / - 公称壁の 10% |
| コスト効率 | 原料と加工コストの削減 | 熱間押出プロセスにより高い |
溶接コイルは、長い回路を必要とする用途には明らかに有利です。たとえば、製油所全体に広がる化学薬品注入ラインでは、単一の溶接コイルにより、短い継ぎ目のない長さの接続によって生じる可能性のある数十の漏れ箇所が排除されます。
コイルは正確な外径範囲で供給されます。通常、 1/8 インチ (3.18 mm) ~ 1 インチ (25.4 mm) 、壁の厚さは0.5 mmから3 mmの範囲です。コイリングプロセス自体は、組み立て中にチューブがストレートナーやベンダーにスムーズに送られるように、一貫した楕円率制御を必要とします。
表面仕上げは洗浄性と流体力学に直接影響します。計装および油圧コイルの標準仕上げは通常、光輝焼鈍されており、スケールのない滑らかな反射面が得られます。半導体製造における超高純度ガスラインの場合、表面粗さを最小限に抑えるために電解研磨された溶接コイルが指定されています。 Ra0.25μm以下 。これにより、粒子の付着とガスの放出が最小限に抑えられます。
溶接管コイルの多用途性により、要求の厳しい分野全体で採用されるようになりました。次のリストは、その特定の属性が機能的に直接的な利点をもたらす場所を示しています。
非破壊検査は、認定された溶接コイルの供給に不可欠です。渦電流検査は主要なインライン方法であり、生産速度でピンホール、継ぎ目の亀裂、寸法のばらつきを検出できます。重要なサービスでは、コイル全体の長さに対して静水圧試験が行われる場合があります。 5,000 psiを超える圧力 構造の完全性を検証するため。
サンプルセクションの機械試験には、溶接部の脆弱性を明らかにするための逆平坦化試験とフレア試験が含まれます。堅牢な溶接部は、圧縮力に対して 90 度の角度で溶接部を配置する平坦化試験に亀裂を生じることなく耐えることができ、現場での狭い半径での曲げに必要な延性を確認できます。
適切に取り扱うことでコイルの完全性が保たれます。少なくとも直径のあるペイオフリールを使用することをお勧めします。 チューブ外径の20倍 よじれを防ぐため。複雑な残留応力が発生する可能性があるねじれを避けるために、巻き戻しは直線で行う必要があります。
現場で曲げる場合、最小曲げ半径はチューブ直径の 3 倍が標準的です。計装作業の場合は、適切な半径ブロックを備えたハンド ベンダーを使用すると、半径外壁の平坦化を防ぎます。一部の炭素鋼製品とは異なり、光沢のある焼き鈍しされた表面は、曲げツールから潤滑剤を除去するために適切な溶剤で簡単に拭き取る以外は、曲げ後の化学洗浄を必要としません。
柔軟なチューブまたは柔軟なチューブとしても知られる連続チューブは、井戸のワークオーバー、伐採、掘削などの分野で広く使用されています。その生産技術は、今日の石油およびガス産業における高度な最先端のハイエンドテクノロジーです。この前に、米国の2つの企業のみが製造および生産できるため、製品の供給は非...
詳細を参照してください高温試験ケーブル")
目的:高温テストケーブルと高温試験車両は、主に重油生産井のマルチパラメーターテストで使用されます。このケーブルは、ダウンホール機器に電力を供給し、下穴の機器信号を地上取得システムに送信し、持ち上げて下げたときに機器を持ち上げて引くために使用されます。ケーブルの特別な構造のため(高温の毛細管全体...
詳細を参照してください
ステンレス鋼光ファイバーテストケーブルは、高精度テストを必要とする幅広いアプリケーションシナリオのために、ステンレス鋼の耐久性と光ファイバーの高い光学効率を組み合わせた特別なテストケーブルです。このケーブルは、優れた機械的特性と伝送安定性を提供するように設計されており、さまざまな条件で高いレベ...
詳細を参照してください
毛細血管とも呼ばれる油圧制御パイプラインの油圧制御パイプラインの使用の指示。主に、油田とガス田の地下毛細血管圧力測定に使用されます。つまり、温度と圧力センサー(地下永久圧力ゲージ、通常は窒素ガスシリンダーとも呼ばれます)は、石油とガスの生産ストリングとともに地下の数キロメートルの油とガス貯水池...
詳細を参照してください")
ステンレス鋼製クラッドパイプは、ステンレス鋼の耐久性とプラスチックの保護を組み合わせた配管システムです。この配管システムは通常、ステンレス鋼で作られており、外側の保護プラスチック層で覆われており、追加の保護を提供し、その性能を向上させます。ステンレス鋼製クラッドプラスチックパイプは、耐食性、耐...
詳細を参照してください
アプリケーションフィールド: 電気誘導暖房システムは、重油、超重量油、高ワックスオイル、水分化合物の凍結と詰まり、シェールオイルの熱回収プロセス専用に当社が開発した電気暖房装置の完全なセットです。陸上および沖合の油田搾取の両方に適用できます。 6つの主要な技術的利点: 1.媒...
詳細を参照してください
フェルール型パイプジョイントは、ジョイントボディ、フェルール、ナットの3つの部分で構成されています。クランプとナットがスチールパイプの関節体に挿入され、ナットが締められ、クランプのフロントエンドの外側が関節体の円錐表面にフィットし、内側の縁がシームレス鋼管に均等に噛み、効果的なシールを形成しま...
詳細を参照してください
連続チューブスキッドウィンチは、油田運用用の特別に設計された機器であり、連続チューブワークホース(CTW)とスキッドの設計機能を組み合わせており、油田開発のさまざまな運用要件を満たすように設計されています。ウィンチには、さまざまな作業環境で効果的に機能するための幅広い適応性と高い柔軟性がありま...
詳細を参照してください電子メール:
電話: +86-15996597000
+86-18252893456
WhatsApp: +86-18252874678
住所: No. 3 Xinyuan Road、ナンモタウンインダストリアルパーク、ハイアン市、ナントン市、江蘇省、中国
Copyright© Jiangsu Laihua Petroleum Equipment Co.、Ltd。





お問い合わせ